数控冲床模具|数控冲床工位
数控冲床模具(数控冲床工位)
一 不同板厚不同材质应选用不同的下模间隙,间隙过小易啃模,过大则毛刺大 。不同材质板材应选用不同材质模具,如不锈钢及铝铜板,应百思特网选用特殊用钢 。要定期检查冲床上下的模座同轴性,模位不正,容易单边啃模或打坏模具 。
二 成型模具应将打击头从最低逐步向上微调到适当位置,否则,容易一次就造成打散模具 。当发现上下模刃口磨损达R0.25毫米的圆弧时,就需要重新刃磨 。
三 每次刃磨量(吃刀量)不应超过0.013毫米,磨削量过大会造成模具表面过热,相当于退火处理,模具变软,大大降低了模具的寿命,刃磨时必须增加足够的冷却液 。
四 刃磨完后,边缘部要油石处理,去掉过分尖锐百思特网的棱线,并退磁和上油 。当入百思特网模深度不够时,将打击头的高度调整为要求尺寸 。
五 模具的刃磨量是一定的,如果达到该数值,冲头就要报废 。如果继续使用,容易造成模具和机器的损坏,得不偿失 。更换模及刃模时,启动设备前后应注意安全,以防设备、模具、人身受损 。
推荐的下模间隙(双面)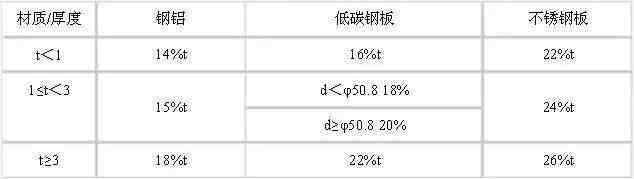
注:
1、当碳钢板为t≥2热板时,间隙取低碳钢和不锈钢的中间值;
2、冲1≤t<3冷板时,C、D工位下模间隙按20%t取值;
3、特殊要求另行确定 。
【数控冲床模具|数控冲床工位】
- 国标14钢筋今日价格
- 大埔今日废铁价
- 今日数控加工今日价格
- 今日宇环数控股票今日价
- 今日牡丹江今日五花肉价格
- 今日标准数控价格,数控是啥
- 数控加工中心需要多少钱,数控加工中心要多少钱
- 晟雕设备怎么样_数控雕刻机操作教程
- 数控车,汽车零件加工教程
- 数控加工中心哪家价格低 「哪个公司的数控加工中心」