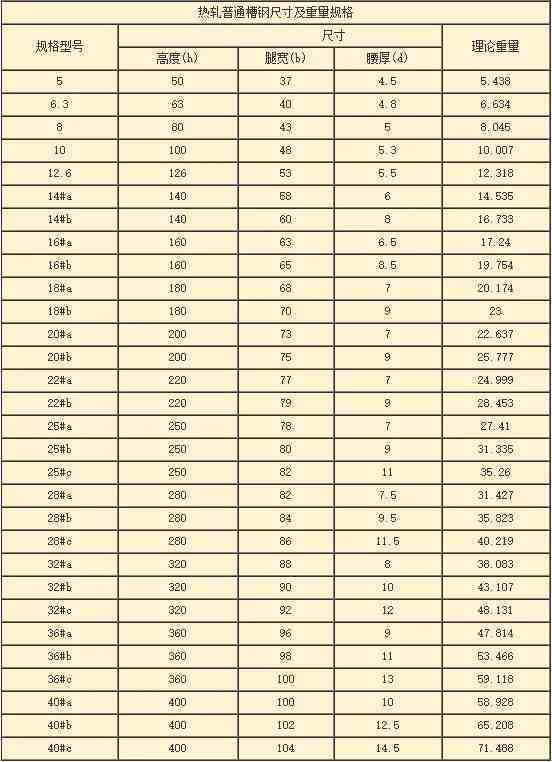
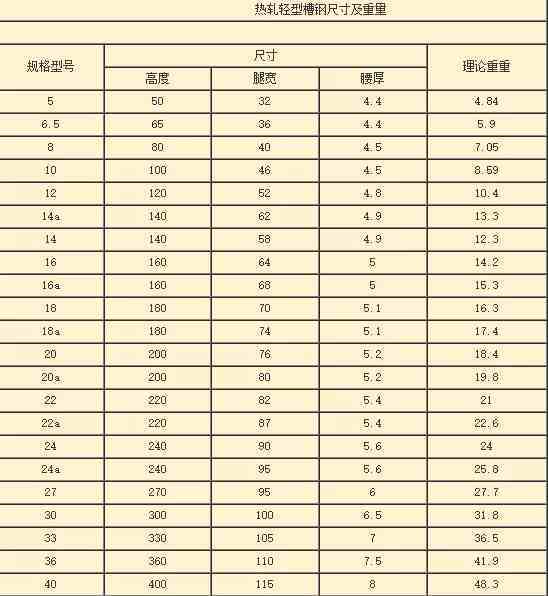
槽钢的理论重量|槽钢规格型号表及槽钢理论重量知识大全( 二 )
规格表如下:
4.如何检验槽钢
检验槽钢有三项内容:第一:成品检验;第二:标志检验;第三:机械性能检验 。
成品检验
1、所有的槽钢都必须经过外观检查 , 外观检查采用目测法 。
2、检查项目 a)槽钢母材表面不得有裂纹、表面气孔、表面夹渣、结疤、折叠以及其他深度超过标准下偏差的缺陷 。对无法判明深度的缺陷 , 应采用修磨法完全清除后进行测量 。b)槽钢宽度方向错边量应满足相应规格和产品标准的要求 。c)表面凹陷深度和长度应满足相应规格、产品标准的要求 。
标志检验
1、槽钢标准标准为GB/707–88 。
2、标牌各项信息必须清晰完整 。
3、出厂日期以当天检测时间为标准 。
4、所有查人员均应经过系统培训 , 并具有相应的资格证书 。
机械性能试验
1、每个工作班应对槽钢进行拉伸试验 , 试样在其中的一根槽钢上截取 。
2、代表一批槽钢的拉伸试验结果不合格 , 可以从同批槽钢中另抽两根槽钢 , 各取一个试样复验 , 如果复验结果均合格 , 则除初检取样不合格的槽钢外 , 该批槽钢可判合格 , 应予验收 , 如果复验试样中有一个试样或两个试样试验结果不合格 , 则应对该批未检验的槽钢逐根取样试验 。
5.槽钢对接工艺
【槽钢的理论重量|槽钢规格型号表及槽钢理论重量知识大全】
槽钢的对接工艺共有五点 , 下面就来逐一介绍每一个步骤:第一步百思特网:原材料检验:检验准备对接槽钢的外形尺寸是否合格 , 若不合格则需矫正或更换材料 。
第二步:划线: a) 根据对接后的长度尺寸 , 在准备对接的角钢上划线 , 划线前应满足两个要求: ⑴、保证对接槽钢的最小长度要大于200mm 。⑵、长度方向上应留有2~3mm的余量 。b) 划线的原则是槽钢的两翼板上的切割线应垂直于腹板 , 腹板上切割线应成45夹角 。如下 图
第三步:切割:用半自动火焰切割机沿划线下料 , 下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45单V形坡口 。切割面应光滑平整 , 无缺口 。
第四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上 , 然后调整两槽钢的直线度及间隙 , 点焊固定 。
第五步:焊接:采用气体保护焊(GMAW)焊接 , 为减少焊接变形 , 焊前应将槽钢成对背靠背点焊在一起 , 先焊翼板上的坡口侧 , 然后焊接腹板的坡口 , 坡口侧焊接完成后 。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大 。型钢的壁厚较薄 , 对焊本身就是最不可靠的 。所以 , 可以在对接处加衬板 , 用角焊缝焊接 。控制焊接后的变形量 , 你可以采用刚性固定 进行焊接 , 这样可以避免变形 。工艺上注意减小应力 。用螺栓连接也需要衬板 , 要注意螺栓的大小、数量和间距 。还要计算型钢本身的薄壁是否会被压溃 , 解决的方法是焊块贴板 , 再钻螺栓孔 。原则就是 , 对接处的强度不弱于其它部位 , 且没有较大应力 。
6. 槽钢的几种焊接方法
建筑行业的不断壮大 , 以致更多的建材引入市场 , 而国标槽钢便是其中的一个 , 且使用广泛 , 因此我们要学会熟悉国标槽钢的各方面优势及制作工艺 , 那么国标槽钢的焊接方法及焊接形式是怎样的 , 有哪些方法呢?一起去了解下吧!
接下来我们将介绍三种百思特网焊接方法 , 第一种是焊条电弧焊;第二种是二氧化碳(COz)气体保护焊;第三种是埋弧焊 。
一、焊条电弧焊
焊条电弧焊亦称手工电弧焊、手弧焊或药皮焊条电弧焊 , 是一种使用手工操作焊条进行焊接的电瓤焊方法 。焊条电弧焊的原理是利用焊条与工件闻产生的电弧热将金属熔化进行焊接 。焊接过程中焊条药皮熔化分解 , 生成气体和熔渣 , 在气体和熔渣的联合保护下 , 有效地排除了周围空气的有害影响 , 通过高温下熔化金属与熔渣间的冶金反应、还原与净化金属 , 得到所需要的焊缝 。
- 私人影院|私人影院可以看上映多久的电影
- 私人影院|私人影院会放映正在上映的电影吗
- 武汉|武汉樱花5月还有吗
- 武汉|武汉樱花在哪个大学
- 武汉|3月份武汉的樱花开了吗
- 身体乳|果酸身体乳怎么样,护肤效果好的身体乳排行榜
- 身体乳|身体乳哪个牌子的补水保湿效果好,身体乳排行榜
- 面霜|好用的面霜公认最好用学生党,口碑最好十大面霜排行榜
- 女性统治者|世界十大女性统治者,世界历史上的女性统治者
- 长高|十个长高的科学方法秘诀 怎样长高最快最有效