波峰焊工艺|一篇文章让你看懂波峰焊工艺流程
波峰焊工艺(一篇文章让你看懂波峰焊工艺流程)
【波峰焊工艺|一篇文章让你看懂波峰焊工艺流程】
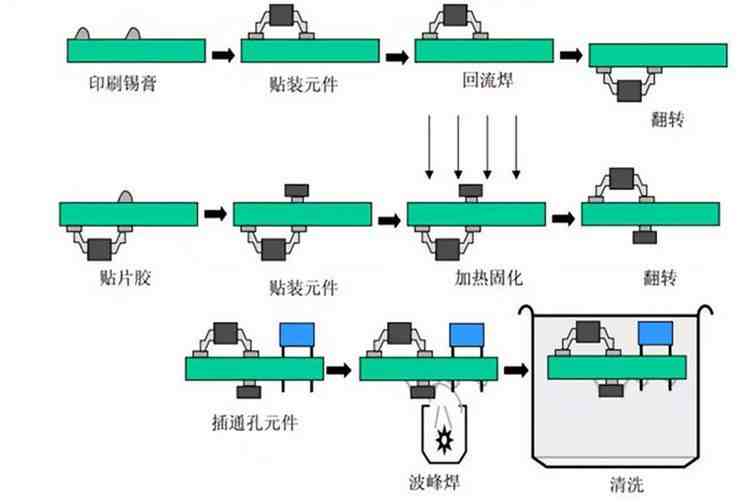
目前PCBA通孔焊接最广泛使波峰焊工艺,也简称PTH和DIP,PTH是Plate Through Hole 的简称,多用于欧美系企业,意思为板子通孔制程 。另一种称为DIP,其源于波峰焊制程中零件脚浸在锡波中从而达到焊接的目的,此称用于日系企业,业界内认识DIP=PTH 。波峰焊接是我们生产装配过程中的一道非常关键的工序,如常见的双面混装板 。
一、常用主料辅料介绍
1、焊料
1)有铅锡条
成份:由锡和铅组成的共晶化合物,Sn:63%、Pb:37%;熔点:183C;
2)无铅锡条
成份:由锡、银和铜组成的合金化合物,Sn:96.5%、Ag:3.0%;Cu:0.5%熔点:217C;
2、助焊剂的成份和作用
1)成份
有机溶剂、松香树脂及其衍生物、合成树脂表面活性剂、有机酸活化剂、防腐蚀剂、助溶剂、成膜剂 。
2)作用
去除被焊金属表面的氧化物;促使热从热源向焊接区传递;降低融熔焊料表面张力,增强润湿性;防止焊接时焊料和焊接面的再氧化 。
二、波峰焊简介
波峰焊是针对于插件器件的一种焊接工艺,将熔融的液态焊料,借助于泵的作用,在焊料槽液面形成特定形状的焊料波,插装了元器件的PCB在传送链上经过某一特定的角度以及一定的浸入深度穿过焊料波峰而 实现焊点 。
三、常见金属化通孔插件焊接工艺流程:成型→手工(机器)插件→波峰焊→百思特网补焊→清洗→分板→测试(ICT、FCT)→三防→包装 。
四、元器件引脚成型
1)手工整形:直插件弯可以借助工具对引脚整形,如下图所示 。
2)工装整形:将料盒里面的未成型的元件,手工放到自制成型工装上用力按下,形成所需要的插装形状 。

3)机器剪脚并成型
根据元件的型号及加工后接受的标准调整机器,元器件的机器整形是用专用的整形机械来完成 。
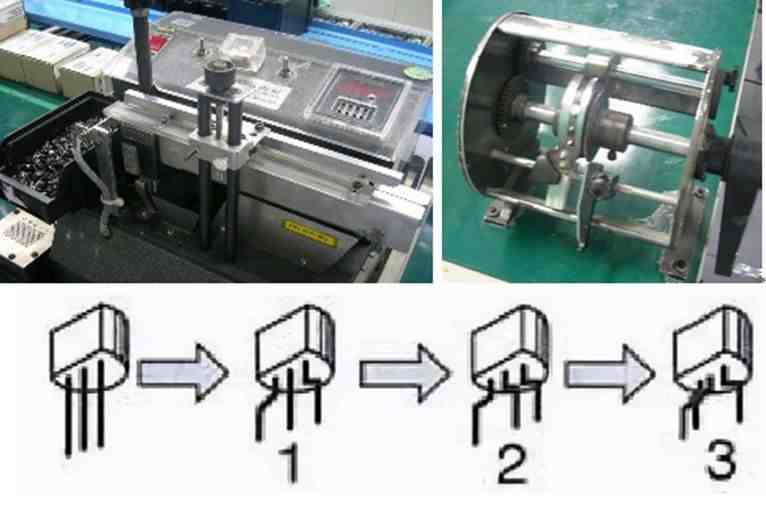
元件成型检验标准:元件的管脚插入PCB板后,漏出的管脚长度为20.5mm 。IC百思特网的误差范围0.5mm 。三极管检验标准插入PCB以后,漏出的管脚长度为0.8-1.6mm之间 。
五、通孔插装技术
手工插装和机器自动插装
1、手工插件
按照SOP规定,将所要插的元件以PCB上丝印位置和插件规则,插在PCB板上的过程 。
2、机器自动插装
通过编程的自动化机械设备将一些有规则的电子元器件自动标准地插装在印制电路板导电通孔内 。

六、波峰焊简介
1、定义
波峰焊设备是指将熔化的软钎焊料,经电动泵喷流成设计要求的焊料波峰,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊一种焊接设备 。

2、主要部件构成
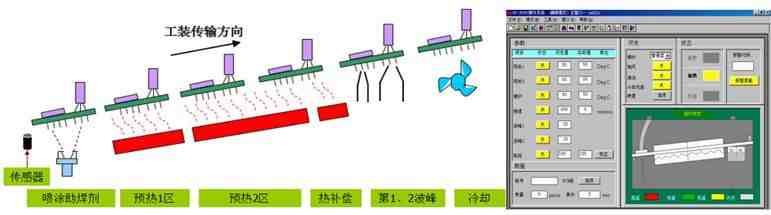
波峰焊机主要由传送带、加热器、锡槽、泵、助焊喷雾装置等组成 。主要分为助焊剂添加区、预热区、焊接区、冷却区,如下图所示 。
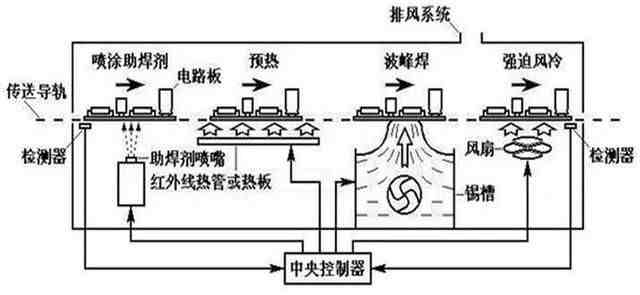
3、工作原理
波峰焊是采用波峰焊机一次完成印制上全部焊点的焊接.主要结构是一个温度能自动控制的熔锡缸,内装有机械泵和具有特殊结构的喷嘴.机械泵能根据焊接要求,连续不断地从喷嘴压出液态锡波,当印制板由传送机 以一定速度进入时,焊锡以波峰的形式不断地溢出至印制板面进行焊接.其运行流程为:焊前准备→涂焊剂→预热→波峰焊接→冷却
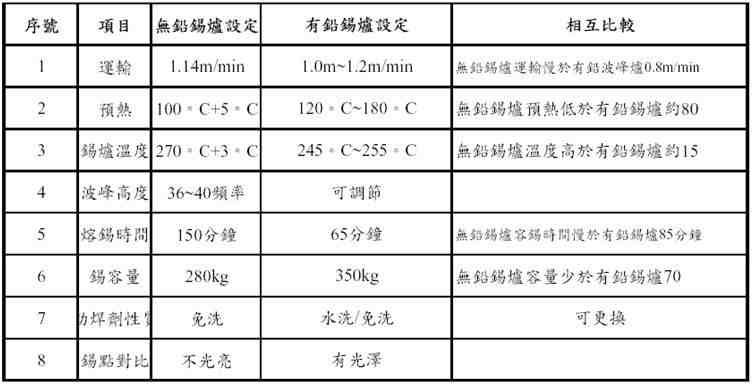
4、有铅与无铅锡制程
设定之参数比较如下
5、波峰形式
从銲料波峰形状的类型来看,这些装置 大致可分成两类单向波峰式和双向波峰式 。
1)单向波峰式
从喷嘴波峰銲料从一个方向流出的结构,现在除空心波以外,其它单向波形在较新的机器上已不多见 。
2)双向波峰式
从喷嘴内出来的銲料到达喷嘴顶部后,同时向前、后两个方向流动 。
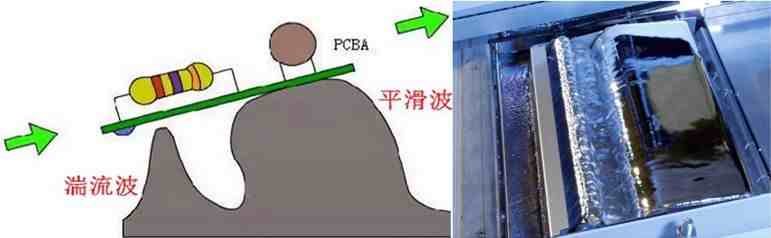
第一波峰(高波)是由狭窄的喷口喷出的波峰,流速快,对治具有影阴的焊接部位有较好的渗透性 。同时,高波向上的喷射力可以使焊剂气体顺利排出,减少了漏焊及垂直填充不足的缺陷 。
- 流逝的不是时光,而是我们【外一篇】
- 街角的光【外一篇】
- 信任比门禁管用【外一篇】
- 需要善意而不是聪明【外一篇】
- 别人存钱,我存交情【外一篇】
- 读艾滋病小斗士有感怎么写?
- 学生寒假周记如何写?
- 适合周末的早安问候语如何写?
- 电子的实习报告如何写?
- 电子的实习报告怎么写?